ReWeRob Solutions
–
Ellenállás-hegesztési kisokos
Letölthető pdf.


Ellenállás-hegesztési kisokos
Az ellenállás-hegesztés főbb jellemzői
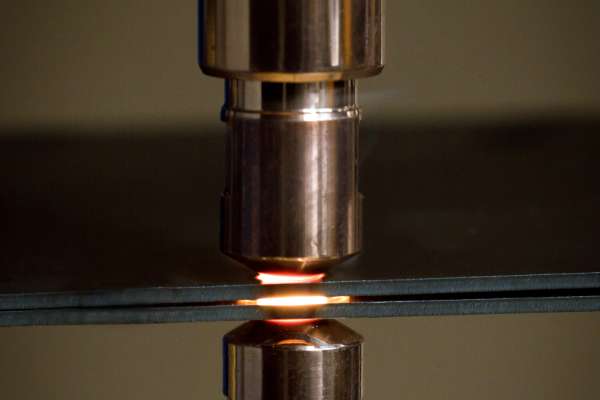
Ellenállás-hegesztés során fémes anyagokat hevítünk fel (elektromos áram segítségével) megfelelő hőmérsékletre és nyomás alkalmazásával, hozaganyag felhasználása nélkül hozzuk létre az oldhatatlan kötést. A létrehozott oldhatatlan kötést varratnak vagy heglencsének szokásos nevezni. Az ilyen kötéseket ellenállás-hegesztő berendezésekkel (ellenállás-hegesztőgépek) hozzuk létre.


Az ellenállás-hegesztés, mint hegesztéstechnológia az alábbi főbb előnyökkel rendelkezik:
- Fémek széles skálája hegeszthető ezzel a technológiával és sok esetben különböző anyagok is
összehegeszthetők vele. Az eljárással hegeszthető fémek hegeszthetősége lehet különböző
nehézségű. - Az eljárás viszonylag költséghatékony (hosszú távú beruházás, alacsony a fogyó-, kopóanyag
igénye). - A hegesztőgépek élettartama rendkívül hosszú, a gépek karbantartásigénye alacsony.
- A hegesztés folyamata, a hegesztési ciklus nagyon gyors.
- A hegesztést végző munkaerőnek nem kell hegesztési ismeretekkel rendelkeznie.
- Sokféle termék hegesztésére használható, mivel a kötés erőssége megfelelő és elegendő a
termékkel szemben támasztott elvárásoknak és követelményeknek. - A hegesztett varratok esztétikusak és a technológia jellemzően nem okoz jelentős alapanyag
deformációt (megfelelő beállítások esetén).

Az ellenállás-hegesztő berendezések:
Az ellenállás-hegesztő berendezések sokféle kivitelű gépek lehetnek, de az alapvető részegységek minden gépben jellemzően jelen vannak.
Főbb elemei:
- A gépváz vagy géptest, amelynek belsejében, illetve amelyen helyezkednek el a különböző részegységek.
- Transzformátor, amely a szükséges feszültségre transzformálja a hálózati feszültséget.
- Nyomóerőt létrehozó egység, (leggyakrabban pneumatikus henger, de lehet szervo motor, illetve egyéb megoldás is).
- Vezérlés, amely a megfelelő hegesztési folyamat létrehozását biztosítja.
- Áramátadó részegységek (áramvezető átkötések, karok, elektródatartók, asztal, elektródák)
- Hűtőkör (legtöbb ellenállás-hegesztőgép rendelkezik vízhűtőkörrel, de vannak berendezések, amelyeknél ez hiányzik). A hűtés azért szükséges, mert a villamos egységek és villamos vezető részek a hegesztés során melegszenek és azok hűtése szükséges (a tönkremenetel megakadályozása ill. a belső
ellenállás növekedésének – ami a kötés minőségét károsan befolyásolhatja – elkerülése érdekében). - Kiegészítő részelemek, alkatrészek (pl.: tömlők, szelepek, érzékelők, stb.)

Kivitel tekintetében leggyakoribbak az úgynevezett állványos gépek, asztali gépek, kézi- és robotfogók (X vagy C kivitel), spotterek, egyoldali ponthegesztők, duplapont hegesztők (párhuzamos elektródás hegesztőgépek) és egyedi célgépek.
Az ellenállás-hegesztő berendezések funkciójuk tekintetében és az alkalmazott konkrét hegesztési technológia szempontjából az alábbi főbb csoportokba tartoznak:
- Ponthegesztőgépek: jellemzően vékony lemezeken (max. 3-6 mm) pontkötések (pontvarrat) létrehozására alkalmas berendezések. A kötést közvetlenül a gép elektródái hozzák létre, amelyek érintkeznek a hegesztendő anyaggal. (Kisebb dudorhegesztési feladatok elvégzésére is alkalmas lehet a berendezés.)
- Dudorhegesztőgépek: úgynevezett természetes dudorhegesztések (pl. kör alakú rúdanyagok, huzalok keresztirányú elrendezésben történő összehegesztése) vagy mesterséges – lemezbe préselt – dudorok (vagy pl. körmös csavaranya lemezre történő hegesztése) hegesztésére alkalmas gépek. A kapcsolatot a munkadarab és a gép között szintén elektródák biztosítják, de a hegesztett kötés a dudorok teljes vagy részleges megolvadásával jön létre. (Az ilyen gépek ponthegesztési feladatokra is alkalmasak lehetnek a legtöbb esetben.)
- Vonalhegesztőgépek: speciális ponthegesztőgépek, mivel az összefüggő vonalakból álló varratot egymást részben átfedő pontkötések alkotják. Az elektródák itt forgó tárcsák, amelyek a munkadarabbal éppen érintkező részüknél hozzák létre a kötést.
- Tompahegesztőgépek: jellemzően rúdanyagok vagy csövek végeinek összehegesztésére alkalmas berendezések. Itt a hegesztésben elektródák nincsenek, a két munkadarab megfelelő erős befogása mellett a két véget nyomjuk össze és az áram hatására az érintkező felületek összeolvadnak és létrejön a hegesztett kötés ún. zömítő tompahegesztéssel. Nagyobb keresztmetszeteknél a folyamat kezdetekor az összenyomás változtatásával villamos ív keletkezik megolvasztva az érintkező felületeket, ezáltal energiatakarékosabban gyorsítható a felmelegítés és csökkenthető a kötés deformációja, bár a kiolvadó anyag nagyobb sorját okoz. Ez az ún. leolvasztó tompahegesztés.
Az ellenállás-hegesztő gépeket megkülönböztethetjük még az áramforrás típusa szerint:
Hagyományos AC (váltóáramú), 50 Hz-es berendezések, középfrekvenciás, általában 1000 Hz-es MFDC (egyenáramú) inverteres berendezések, valamint a jellemzően mikropont hegesztéseknél leginkább használatos nagyfrekvenciás berendezések.


Az MFDC (INVERTER) technológiának számos előnye van a hagyományos AC (50 Hz) technológiával szemben.
Általánosságban sokkal nagyobb rugalmasságot biztosít, mint az AC technológia. Szinte bármilyen AC technológiával végzett hegesztés elvégezhető MFDC technológiával.
Számos ellenállás-hegesztési hiba visszavezethető a hegesztőáram nem kívánt változásaira. Az inverterekben használt adaptív visszacsatolás folyamatosan figyeli az áram értékét és a vezérlés után állítja az áramot a hegesztés közben. Ezzel kompenzálja az alapanyag ellenállás eltéréseit, az elektródakopást, az áramforrás ingadozásait biztosítva a valóságos állandó áramot a hegesztés teljes ideje alatt.
Az így elért előnyök: rövidebb hegesztési idő, alacsonyabb áram és nyomóerő értékek, nagyobb gyártási sebesség, hosszabb elektróda élettartam, kevesebb kifröccsenés, kisebb felületi deformáció. Az adaptív visszacsatolás és a milliszekundumos szabályozás precíz beállítást tesz lehetővé.
Az MFDC technológia alkalmazásával az aszimmetrikus hálózati terhelés is kiküszöbölhető. A rövidebb hegesztési idő, az alacsonyabb hegesztőáram és a hálózat szimmetrikus terhelése csökkent villamos energiafelhasználást eredményez.
Az egyenáramnak köszönhetően nem kell számolni az úgynevezett „ablak” miatti veszteségekkel, ami AC technológia esetén igen jelentős lehet.
Az INVERTER-es technológiával az alapanyagok széles skálája hegeszthető.
A középfrekvenciás technológia előnyei lehetővé teszik a beruházás gyors megtérülését, annak ellenére, hogy az ilyen berendezések ára jelentősen magasabb, mint a hagyományos berendezéseké.
Az ellenállás-hegesztőgépek gyártói különféle műszaki adatokat adnak meg a gépekről, de az alábbi legfontosabb műszaki adatok szinte minden esetben megtalálhatók:
• A berendezés teljesítménye: kVA mértékegységgel szokásos megadni. A legkisebb gépek teljesítménye néhány kVA, a legnagyobb gépek teljesítménye több száz kVA. Ezt az adatot 50% bekapcsolási időre (szokásos rövidítése bi, az adattáblán szabványos jele X) adják meg hagyományos AC gépek esetén. Középfrekvenciás egyenáramú (MFDC) gépeknél a szokásos 50% bi mellett szerepel a tényleges használati értéket jobban jellemző 20% bi, esetleg az 5%.
• A berendezés maximális nyomóereje (elektródák összeszorító ereje): az adat mértékegysége daN. Változtatható karhossz esetén több érték is lehet, mivel a karhosszúság hatással lehet a maximális nyomóerőre (párhuzamos löket esetén a deformáció, billenő kar esetén a változó kararány miatt).
• A berendezés maximális hegesztőárama: mértékegysége kA.
• A berendezés karkinyúlása (karhossza), amennyiben a berendezésre vonatkozóan elengedhetetlen adat.
• A berendezés tápoldali főbb paraméterei, úgymint szükséges hálózati feszültség, biztosított
áramerősség, préslevegőnyomás, vízszükséglet.

Elektrotechnikai alapok
Az alapanyagok hevítése elektromos árammal történik, így az ellenállás-hegesztőgépek villamosberendezések. A hevítés során a legfontosabb villamos paraméterek a feszültség és az áram. Afolyamatban meghatározó szerepet játszik még az az idő (hegesztési idő), amíg az áram folyik,valamint a nyomóerő. Ezeken túlmenően, az eljárás nevét is adó villamos ellenállás, szintén alapvetőszerepet tölt be, hiszen anélkül nem alakulhatna ki megfelelő áram és nem jöhetne létre a folyamat.
Az ellenállás-hegesztés folyamatát legegyszerűbben az Ohm törvénnyel lehet szemléltetni, I = U/R. Az I az az áramérték, amelynek segítségével felhevítjük az alapanyagot, az U az a feszültség, amelyet az ellenállás-hegesztő berendezés biztosít (transzformátor), és az R annak a villamos körnek, illetve az
abban lévő részelemeknek az ellenállása, amelyen az áram folyik.


A fenti szabály a valóságban és a gyakorlatban természetesen sokkal összetettebb és nehezebben leírható folyamatok összeségét jelentik, amelyeket csak több tényezőből álló és bonyolultabb fizikai ill. matematikai műveletekkel lehet teljes pontossággal leírni és modellezni. Ezekre azonban csak ritkán van szükség és a gyakorlat során a gépek és vezérlések tervezői mindezeket igyekeznek figyelembe venni, így a felhasználóknak már csak a „kész” megoldásokat kell alkalmazni.
A hegesztést befolyásoló legfontosabb paraméterek
Az ellenállás
Olyan paraméter, amely a hegesztési folyamat során és a megfelelő kötés létrehozásában kulcsszerepet játszik. Ennek oka, hogy egy adott ellenálláson eső feszültség meghatározza a rajta átfolyó áram értékét. A szekunder körben számos ellenállás van jelen, azonban a szekunderköri elemek ellenállásai jó esetben elhanyagolható értékűek. A hegesztésben aktív szerepet a munkadarabok közötti ellenállás játszik – amely a legtöbb esetben a legnagyobb ellenállás a szekunder körben és értékét befolyásolja a nyomóerő – mivel a hőképződés, az anyagok összeolvadása – tkp. a hegesztés – ezen az ellenálláson jön létre.
Az ellenállás, különösen pedig a munkadarabok közötti ellenállás, annak ellenére, hogy meghatározó szerepű a hegesztési folyamatban, a legkevésbé kontrollálható vagy befolyásolható, és a hegesztési folyamat során változó jellemző. Ennek egyik oka, hogy a fémes anyagok ellenállása a hőmérséklet növekedésével arányosan növekszik, majd a benyomódás okozta vastagságváltozás ezt csökkenti, továbbá a heglencse kialakulásakor az igen jelentős munkadarabok közötti érintkezési ellenállás teljesen megszűnik. Többek között ez is oka annak, hogy az ellenállás-hegesztés folyamata egy összetett és komplex folyamat a gyakorlatban.
A nyomóerő (elektróda összeszorító erő)
Az ellenállás-hegesztés folyamatában a következő – egyben jól beállítható és befolyásolható – fontos paraméter a nyomóerő. Az az erő, amelyet az elektródák a hegesztendő munkadarabra kifejtenek, amellyel összeszorítják azokat. A nyomóerő biztosítja a megfelelő átmeneti ellenállásokat és így kulcsszerepe van a kialakuló áramértékben is. Ennek ellenére a hegesztési folyamat kevésbé érzékeny a nyomóerő értékére és bizonyos határok között eltérő nyomóerő értékkel is létrehozható jó hegesztett kötés. A nyomóerő segít még a munkadarabok pozícióban tartásában is, a hegesztési folyamat közben.
A feszültség
Az ellenállás-hegesztőgépek transzformátora által biztosított szekunderfeszültség jellemzően gyári fix érték vagy értékek, aszerint, hogy a primer oldalon az átkapcsolási variációkat lehetővé tevő megcsapolások száma mennyi. A feszültség növelése vagy csökkentése az áram növelését vagy csökkentését teszi lehetővé.
Az áram
A hegesztési folyamat legfontosabb paramétere, amely ma már szinte kivétel nélkül a vezérléssel állítható be, hiszen a hőfejlődésre a legerősebb a hatása, ami a hegesztendő alapanyagot megolvasztja és így létrejön a heglencse, a hegesztett kötés. A fentiekből látható, hogy nagyon sok tényező befolyásolja az értékét, a Q = I2Rt képletből pedig kiolvasható, hogy négyzetes arányban befolyásolja a keletkező hőt, tehát a többi paraméter közül a legnagyobb hatással van rá.
Az idő
Az áram mellett a második legfontosabb paraméter, mivel a legkönnyebben és legpontosabban állítható, állandó szinten tartható. A hőbevitellel egyenesen arányos, így viszonylag jó „hatásfokkal” alkalmas annak szabályozására.

A hegesztési paraméterek beállítása
A hegesztési paraméterek beállításához számos hegesztőgépgyártó ad ajánlásokat, jellemzően táblázatos formába foglalva. Az ajánlások ponthegesztések esetén pl. különféle alapanyagokhoz, anyagvastagságokhoz, néhány esetben hegesztett pontminőség függvényében, továbbá különféle dudorhegesztési feladatokhoz adnak útmutatást az áramra, a hegesztési időre és a nyomóerőre, minden esetben a kötés méretére (pontátmérő, dudorméret) vonatkozóan.
Természetesen ezek az ajánlások gyártókként eltérhetnek. Az eltérések oka részben, hogy egy-egy hegesztési feladat legtöbb esetben többféle paraméteregyüttessel sikeresen megoldható, másrészt a kívánt hegesztett kötésminőség is meghatározó lehet a paraméterek megválasztásában. Több vezérlésgyártó egyes vezérléseket is ellát már ajánlott paramétercsomagokkal különféle hegesztési feladatra.



Speciálisabb, egyedi hegesztési feladatok esetén a paraméterajánlások csak, mint kiinduló alap használhatók és hegesztési próbák egész sorozatára, valamint a kötések vizsgálatára lehet szükség a megfelelő paraméterek meghatározásához.
A paraméterek és a hegesztési folyamat szempontjából megkülönböztetünk lágy, kemény, és extra kemény munkarendet.
A lágy munkarend kisebb áramértéket, hosszabb hegesztési időt jelent, a kemény munkarend nagyobb áramértéket és rövidebb hegesztési időt, míg az extra kemény munkarend nagyon rövid hegesztési időt és még nagyobb áramértéket jelent. A munkarend megválasztásánál befolyásoló tényező a hegesztendő alapanyag, a hegesztett kötéssel szemben támasztott minőségi követelmények és a rendelkezésre álló berendezés műszaki paraméterei. Általános szabály, hogy néhány kivételtől eltekintve a kemény munkarend alkalmazása jobb hegesztési eredményt biztosít és a hegesztés következtében fellépő, általában nemkívánatos elváltozások (pl. benyomódás, hőhatás övezet, nemkívánatos anyagszerkezeti változások) kevésbé jelentkeznek. Az extra kemény munkarend (0, 05 sec alatti hegesztési idő) alkalmazása az esetek kis arányában lehet szükséges (pl. alumínium ponthegesztése).
Mélyebb ismeretekre van szüksége az ellenállás-hegesztésben?
Megoldandó problémája van a gyártásban? Javítani szeretne az ellenállás-hegesztés minőségén?
Lépjen kapcsolatba velünk, hogy pontos igényeit és a lehetőségeket közösen megvizsgáljuk!
Vegye fel velünk a kapcsolatot
+36-30-131-7970
info@rewerob.hu
2700 Cegléd, Törteli út 24.
Ellenállás-hegesztés? Robottechnika?
A megoldásért forduljon hozzánk!
Forduljon hozzánk adott hegesztési feladat vagy szakmai probléma, kérdés esetén az Önnek legmegfelelőbb megoldásért. Legyen szó az ellenállás-hegesztés bármely formájáról, ponthegesztésről, dudorhegesztésről (pl. anyahegesztés, csavarhegesztés, rácshegesztés), vonalhegesztésről, tompahegesztésről (Pl. betonacél toldóhegesztés), sokéves szakmai tapasztalattal állunk rendelkezésére.
Amennyiben a robotos automatizálás lehetőségei iránt érdeklődik (pl. termelékenység növelése, költségek csökkentése, vagy a minőség javításának céljából), úgy tapasztalt robottechnikai kollégáink állnak rendelkezésére függetlenül attól, hogy az ipar mely területén merülnek fel az Ön igényei.
Megkeresését várjuk elérhetőségeinken!
